
产品详情

产品详情
产品简介
1、该产品经过多年探索研究、长期生产实践证明:第一、水力旋流器之所以能分级,主要是固、液、气三相流同时相对运动的力场效应作用而产生分级。第二、使用寿命主要是指向内衬磨损问题,该种磨损在《磨损学》中属第二机理—凿削磨损。为此采用特定的"伺服基园流体渐缩线"来减少浆体内的砂粒在密封壳中激烈的冲击,并且采用特定的"定变几何形状短管"来改变管道中输送的紊流流体为层流流体,从而使旋流器可提高分级效率,延长使用周期等等。
2、该旋流器经长期生产实践验证其理论是正确的,结构是合理的,有普遍实用价值,并且在1993年7月17日获得国家实用新型专利,专利号为ZL 92 2 05962.4。经过不断改进,又获得改进型固、液、气三相分级旋流器,在2001年10月20日,获得国家发明专利,专利号为ZL 98 1 02206.5。该产品设计制造按国家专业标准ZB096005-88,主要采用上述新理论生产,系列该产品均采用国产耐磨材料,其性能优于D型旋流器。本公司已通过ISO-9001-2000质量体系认证。
3、旋流器广泛用于有色和黑色金属矿磨矿流程中的分级作业,近年来广泛替代螺旋分级机,同时还可用来选金、脱水、浓缩、尾矿堆坝、高岭土分选、选煤、纸浆除渣等作业。
4、旋流器具有设备体积小、占地面积小、常年耗电量少、分级效率高、生产能力大、无运转部件、维修工作量小等优点。
旋流器原理图
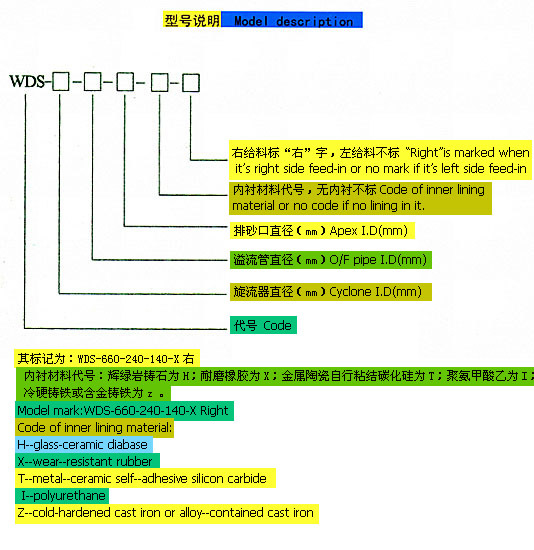
旋流器型号说明
旋流器主要结构
订货须知
1、注明旋流器的规格数量排砂嘴尺寸和进料口方向。面对旋流器进料口,进料口在旋流器左侧为左进料,反之为右进料。
2、注明单独供应旋流器还是成组供应,几个一组,排列方式。
3、订户须提供矿山的有关资料等(例如矿石的比重,矿石的性质),只要用于旋流器优化设计与型号的选择。
4、良好的售后技术服务咨询,将保证客户满意。
5、其它事宜,由双方商洽。
产品简介
1、该产品经过多年探索研究、长期生产实践证明:第一、水力旋流器之所以能分级,主要是固、液、气三相流同时相对运动的力场效应作用而产生分级。第二、使用寿命主要是指向内衬磨损问题,该种磨损在《磨损学》中属第二机理—凿削磨损。为此采用特定的"伺服基园流体渐缩线"来减少浆体内的砂粒在密封壳中激烈的冲击,并且采用特定的"定变几何形状短管"来改变管道中输送的紊流流体为层流流体,从而使旋流器可提高分级效率,延长使用周期等等。
2、该旋流器经长期生产实践验证其理论是正确的,结构是合理的,有普遍实用价值,并且在1993年7月17日获得国家实用新型专利,专利号为ZL 92 2 05962.4。经过不断改进,又获得改进型固、液、气三相分级旋流器,在2001年10月20日,获得国家发明专利,专利号为ZL 98 1 02206.5。该产品设计制造按国家专业标准ZB096005-88,主要采用上述新理论生产,系列该产品均采用国产耐磨材料,其性能优于D型旋流器。本公司已通过ISO-9001-2000质量体系认证。
3、旋流器广泛用于有色和黑色金属矿磨矿流程中的分级作业,近年来广泛替代螺旋分级机,同时还可用来选金、脱水、浓缩、尾矿堆坝、高岭土分选、选煤、纸浆除渣等作业。
4、旋流器具有设备体积小、占地面积小、常年耗电量少、分级效率高、生产能力大、无运转部件、维修工作量小等优点。
旋流器原理图
旋流器型号说明
旋流器主要结构
订货须知
1、注明旋流器的规格数量排砂嘴尺寸和进料口方向。面对旋流器进料口,进料口在旋流器左侧为左进料,反之为右进料。
2、注明单独供应旋流器还是成组供应,几个一组,排列方式。
3、订户须提供矿山的有关资料等(例如矿石的比重,矿石的性质),只要用于旋流器优化设计与型号的选择。
4、良好的售后技术服务咨询,将保证客户满意。
5、其它事宜,由双方商洽。
机构与技术参数选用的参考
在选择旋流器规格和参数时,主要应考虑分级和能力要求。本厂生产的旋流器已经考虑了直径与进料管、溢流管和排砂嘴之间的合适关系。但是除此之外,还有许多因素影响着分级效果和生产能力。例如:粒度分布、固体浓度、固体比重及物料性质和粒度等。
(1)增加稀释水可改善分级性能,取得更精确的分级效果。
(2)小给料口、小溢流管和小排砂嘴的旋流器,要求给料压力大,生产能力偏小;反之,大给料口、大溢流管和大排砂嘴,不仅给料压力可降低,并且生产能力可增加。
(3)溢流管直径越大,分离粒度粗,固体进入溢流的比例愈大;反之溢流管直径越小,分离粒度越细,固体进入溢流的比例愈小。
(4)排砂嘴的功能是以最大的浓度、平滑且呈锥状排出粗物料。不能呈柱状,呈柱状说明排砂嘴尺寸过小;也不能呈伞状,呈伞状说明排砂嘴尺寸过大。
单个旋流器的装配
按(主要结构图)将十一个零部件逐个用螺栓连接即可(已装配好出厂)。注意:因旋流器内衬有橡胶,故严禁在其上进行电、气焊!
旋流器组的安装
考虑旋流器的生产能力和备用的需要,通常将同一规格的数个旋流器成组使用,或圆周、或六角形、或八角形、或直线排列。
安装的一般顺序及注意事项:
1.将分为A、B的件15用螺栓连接,紧固后焊接成一体,并将出口短管焊牢在槽体预留孔上。
2.将中间梁架上未焊接的件2按图调整好位置,安装在沉砂槽上,紧固螺栓后,将件2与件3焊接牢固。
3.按图把件16和件2用螺栓紧固,整体吊装在预先设制好的基础上,校正水平和位置后,用地脚螺栓紧固或焊牢在预埋铁件上,同时把悬空的沉砂槽在基础上用垫铁垫牢固。
4.按图把二根或三根件5用螺栓连接成一根,从件3中心插入,紧固在件3上。
5.安装件4,注意出口方向应与设计方向一致。
6.按预组装时作的标记把件7紧固在件5上,再把件8装在件7的出口上。
7.按图安装件14、件12以及小梁、件13和平台支撑杆。
8.按图安装件10(注意:要对称安装),用斜铁和垫铁把件10垫在小梁上,再装件9,同时把内平台装在小梁上。
9.按图安装件11、件1。
10.将手控阀安装在件11上的手控阀板上,装好气管接头,用橡胶管连接手控阀和件8的气管接头,接上清洁气源。如属电动或液动的则接好电源或液动油源。
11.装件6。
12.清理施工场地,补刷油漆。
13.焊接时注意橡胶件的防火。
14.上述工作完毕后,可作无负荷试用闸板阀,使用启闭灵活后,再作负荷试车。注意在砂泵运行时不要将全部闸板阀关闭。注意本闸板阀使用时要求全开或全闭,不能作调节流量之用。
旋流器轴心线与水平面夹角应≥70°—90°,最好为90°,同一工艺条件和同一安装地点应同一角度。
按工艺条件和技术参数选定旋流器规格后,为取得最佳分级效果,可对三种规格的排砂嘴进行调整性实验,以取得针对特定物料合适的排砂嘴尺寸。
|
溢流细度(-200目%) |
50-60 |
60-70 |
70-80 |
80-85 |
85-90 |
90-95 |
95-100 |
|
沉砂浓度(%) |
80 |
75 |
72 |
70 |
70 |
67 |
65 |
水力旋流器同磨机构成闭路时,溢流浓度与溢流产率及溢流细度的关系:
1-溢流细度-200目50%;
2-溢流细度-200目50-60%;
3-溢流细度-200目60-70%;
4-溢流细度-200目70-80%;
5-溢流细度-200目80-85%;
6-溢流细度-200目85-90%;
7-溢流细度-200目85-95%;
8-溢流细度-200目95-100%;




江西维东山设备有限公司
咨询热线:
客服工作时间:周一至周日 00:00-24:00